|
|
|
All Dayton Pneumatic Die Cushions are thoroughly
lubricated at the factory prior to shipment. It is advisable, however,
to lubricate each fitting until grease emerges from between the piston
and cylinder walls before cushion is put into operation. The same
procedure should be followed after every 8 hours of operation. If
the cushion is permitted to stand idle for a period of two or three
weeks, the grease may dry out and as a result the packing will become
hard and will possibly cause an air lack until it has softened up
sufficiently. It may be necessary in some cases to inject grease into
the lubrication system to soften up these packings so that they will
retain their resiliency. A standard automotive pressure grease gun
can be used an all lubricating fittings on Dayton pneumatic die cushions.
Pressure fittings are located either at the front or on the side of
each individual model C, D, MC and MC the cushion piston. They are
installed at the factory prior to shipment.
On some installations, particularly in the larger sizes, the press
bed is so constructed that the grease fittings are not accessible.
The lubrication of the cushion unit on installations of this type
can be easily provided for by centralized lubrication. The centralized
lubrication system consists of a header block and 3/16" copper
tubing that connects this header block directly to the die cushion
unit. The header block is provided with as many grease fittings as
there are in the complete cushion installation. These header blocks
can be placed in any convenient location on the press and will permit
easy and positive lubrication of all the necessary points on the cushion
units. In addition to the copper tubing, all other fittings required
for making the complete installation are furnished. This principle
can be applied equally to both low and high pressure installations.
After centralized lubrication system has been installed, fill the
lines with grease until it emerges from between the piston and cylinder
walls. Check again after 8 hours operation to see how many shots are
necessary to again cause grease to emerge. Thereafter lubricate this
amount every 8 hours of operation. |
|
|
Header Block
Assembly For Both Low And High Pressure Cushions |
|
Header Block |
|
1 Stage |
15467 |
2 Stage |
6985 |
3 Stage |
703 |
4 Stage |
637 |
Grease Fitting |
625 |
Male Connector |
2853 |
Compression Sleeve |
867 |
Nut |
6407 |
3/16" Copper Tubing |
629 |
|
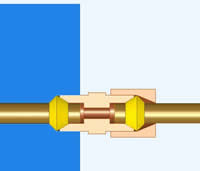
Low Pressure Cushion Grease
Fitting Assembly For Centralized Greasing |
| |
Compression Union |
869 |
Compression Sleeve |
867 |
Nut |
6407 |
3/16" Copper Tubing |
629 |
|
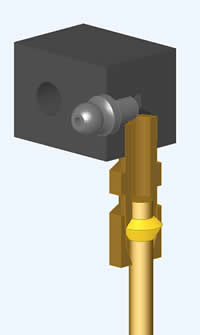
High Pressure
Cushion Grease Fitting Assembly For Centralized Greasing |
| |
Compression Union |
869 |
Compression Sleeve |
867 |
Nut |
6407 |
3/16" Copper Tubing |
629 |
|
|
|
|